Контроль TDS в котловой воде
Необходимость измерения и контроля общего количества растворённых веществ (TDS) в котловой воде, а также методы, используемые для этого, включая электронное управление по замкнутому контуру с датчиками проводимости.
Контроль TDS в котловой воде
Контроль TDS в котловой воде
По мере того как котёл вырабатывает пар, любые примеси, содержащиеся в питательной воде и не уходящие вместе с паром, концентрируются в котловой воде.
По мере увеличения концентрации растворённых веществ пузырьки пара становятся всё более устойчивыми и не разрушаются при достижении поверхности воды в котле. В определённый момент (в зависимости от давления котла, его размеров и паровой нагрузки) значительная часть парового пространства котла заполняется пузырьками, и пена уносится в паропровод.
Это, очевидно, нежелательно не только потому, что пар покидает котёл чрезмерно влажным, но и потому, что он содержит котловую воду с высоким содержанием растворённых и, возможно, взвешенных веществ. Эти вещества загрязняют регулирующие клапаны, теплообменники и конденсатоотводчики.
Хотя вспенивание может быть вызвано высоким содержанием взвешенных веществ, высокой щёлочностью или загрязнением маслами и жирами, наиболее частой причиной уноса влаги (при условии, что остальные факторы должным образом контролируются) является высокий уровень общего количества растворённых веществ (TDS). Внимательный контроль уровня TDS в котловой воде вместе с контролем этих других факторов должен обеспечивать минимизацию рисков вспенивания и уноса.
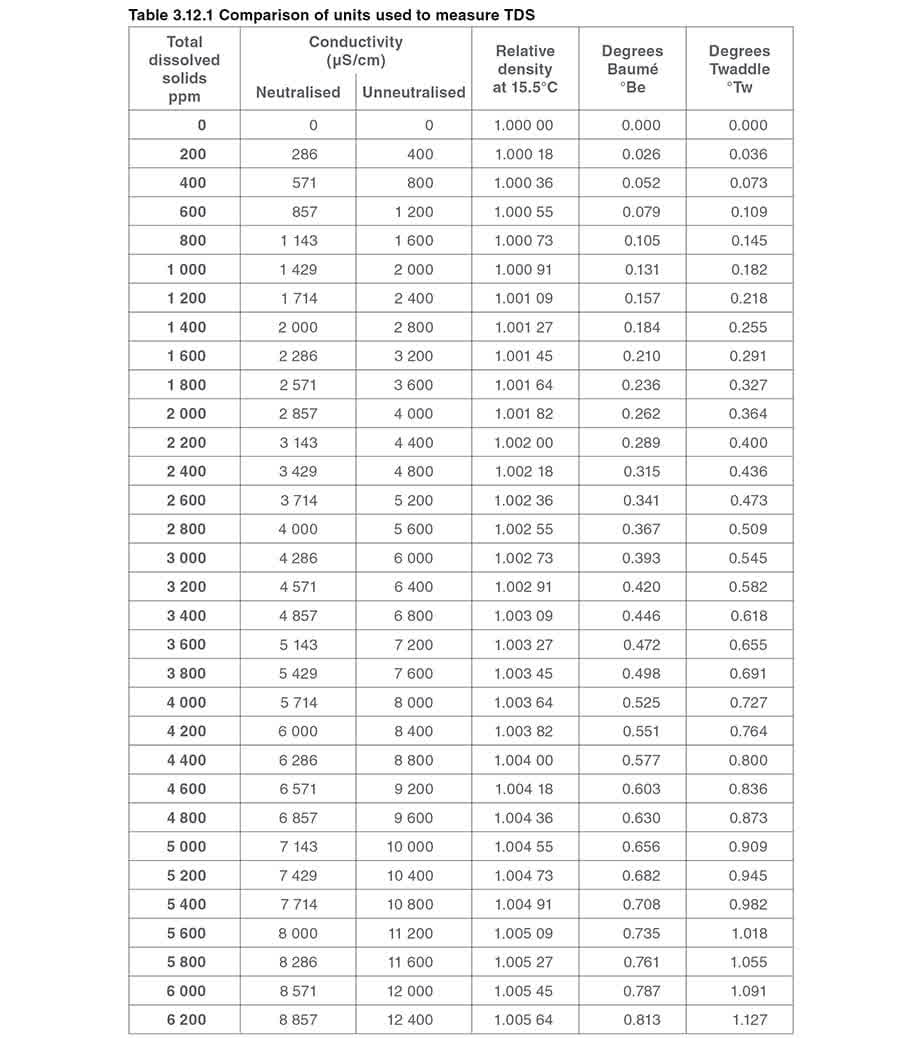
TDS может выражаться в различных единицах, и Таблица 3.12.1 даёт примерные пересчёты из TDS в ppm в другие единицы.
Шкалы Baumé и Twaddle (также пишется Twaddell) — это альтернативные шкалы ареометра.
Отбор проб котловой воды
Отбор проб котловой воды
TDS котловой воды можно измерять либо:
- Отобрав пробу и определив TDS вне котла, либо
- С помощью датчика внутри котла, подающего сигнал на внешний прибор контроля.
Отбор проб для внешнего анализа
При отборе пробы котловой воды важно обеспечить её представительность. Не рекомендуется брать пробу из водоуказательных стекол или наружных камер управления; находящаяся там вода представляет собой относительно чистый конденсат, образующийся из-за постоянной конденсации пара в наружном стекле/камере. Аналогично, пробы, взятые рядом с входом питательной воды в котёл, с высокой вероятностью дадут ложное показание.
Сегодня большинство производителей котлов устанавливают подключение для продувки TDS, и обычно именно в этой точке можно получить представительную пробу.
Если просто взять воду из котла, часть её бурно вскипит в пар при снижении давления. Это не только потенциально очень опасно для оператора, но и делает последующий анализ неправильным, поскольку потеря вторичного пара дополнительно концентрирует пробу.
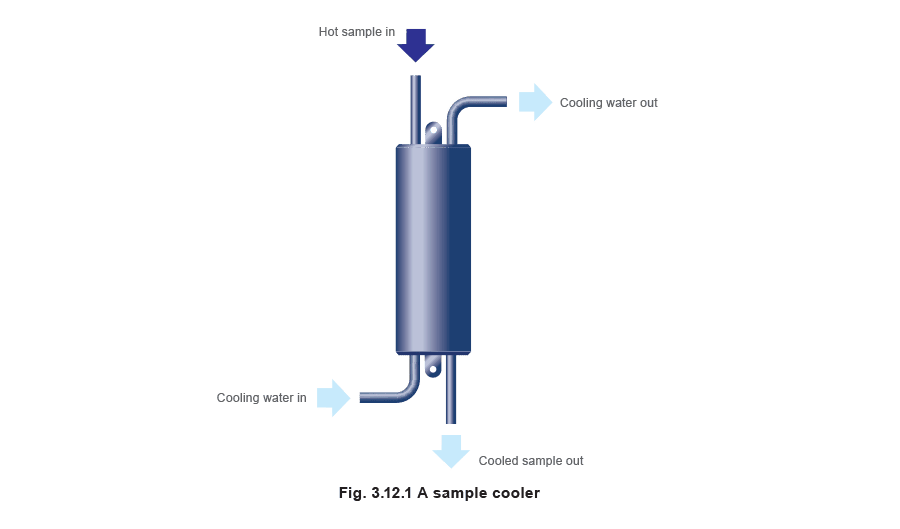
Поскольку для анализа требуется охлаждённая проба, пробоохладитель также экономит значительное время и способствует более частым проверкам.
Пробоохладитель — это небольшой теплообменник, использующий холодную водопроводную воду для охлаждения пробы продувочной воды.
Метод относительной плотности
Метод относительной плотности
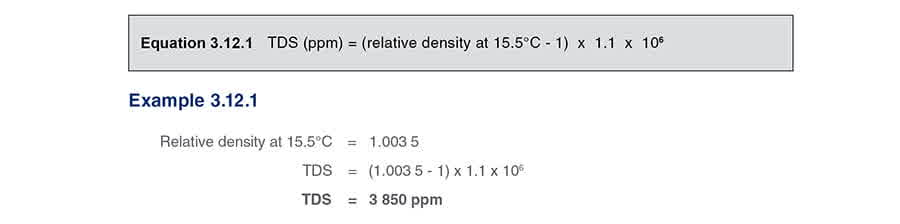
Относительная плотность воды связана с содержанием растворённых веществ. Для сырой воды, питательной воды и конденсата относительная плотность настолько близка к плотности чистой воды, что удовлетворительно измерить её ареометром невозможно. Однако для котловой воды ареометр может использоваться для приблизительной оценки содержания растворённых веществ, поскольку для котловой воды каждое увеличение относительной плотности на 0.000 1 при 15.5 °C примерно соответствует 110 ppm. Для этого требуется очень чувствительный ареометр, который необходимо аккуратно использовать, чтобы получить удовлетворительное измерение TDS. Обычно процедура следующая:
- Отфильтровать охлаждённую пробу котловой воды, чтобы удалить взвешенные вещества, которые иначе дадут ложное показание.
- Охладить до 15.5 °C.
- Добавить несколько капель смачивающего агента, чтобы предотвратить прилипание пузырьков к ареометру.
- Поместить ареометр в пробу и слегка вращать его, чтобы удалить пузырьки.
- Считать относительную плотность.
- Определить TDS по таблице, поставляемой с ареометром, или рассчитать TDS в ppm по Уравнению 3.12.1:
 Ареометр — хрупкий прибор, который легко повредить. Чтобы избежать ложных показаний, его следует регулярно проверять по дистиллированной воде.
Метод проводимости
Электропроводность воды также зависит от типа и количества содержащихся в ней растворённых веществ. Поскольку кислотность и щёлочность сильно влияют на электропроводность, перед измерением необходимо нейтрализовать пробу котловой воды. Процедура следующая:
Ареометр — хрупкий прибор, который легко повредить. Чтобы избежать ложных показаний, его следует регулярно проверять по дистиллированной воде.
Метод проводимости
Электропроводность воды также зависит от типа и количества содержащихся в ней растворённых веществ. Поскольку кислотность и щёлочность сильно влияют на электропроводность, перед измерением необходимо нейтрализовать пробу котловой воды. Процедура следующая:
- Добавить несколько капель раствора фенолфталеина в охлаждённую пробу (< 25 °C).
- Если проба щелочная, появляется интенсивный пурпурный цвет.
- По каплям добавлять уксусную кислоту (обычно 5%), перемешивая, пока цвет не исчезнет.
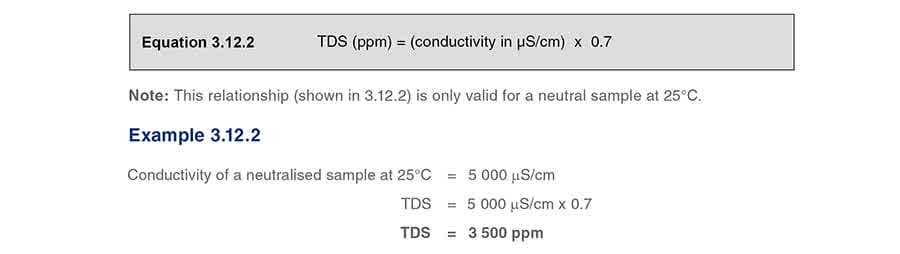
После этого TDS в ppm приблизительно определяется по Уравнению 3.12.2:
 В качестве альтернативы можно использовать батарейный температурно-компенсированный кондуктометр, показанный на Рисунке 3.12.2; он пригоден для работы при температуре до 45 °C.
В качестве альтернативы можно использовать батарейный температурно-компенсированный кондуктометр, показанный на Рисунке 3.12.2; он пригоден для работы при температуре до 45 °C.

Измерение проводимости в котле
Измерение проводимости в котле
Необходимо измерять электропроводность котловой воды внутри котла или в линии продувки. Очевидно, что эти условия сильно отличаются от условий для пробы, полученной через пробоохладитель, которая затем охлаждается и нейтрализуется (pH = 7). Основные факторы — большая разница температур и высокий pH.
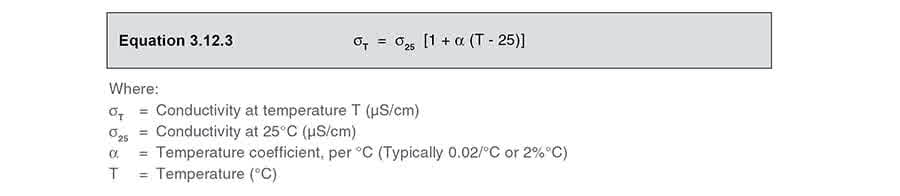
Повышение температуры приводит к росту электропроводности. Для котловой воды электропроводность увеличивается примерно на 2% (от значения при 25 °C) на каждый 1 °C повышения температуры. Это можно записать следующим образом:
 Пример 3.12.3
Проба котловой воды имеет ненейтрализованную проводимость 5 000 μS/cm при 25 °C. Какова будет проводимость котловой воды при 10 bar g?
Пример 3.12.3
Проба котловой воды имеет ненейтрализованную проводимость 5 000 μS/cm при 25 °C. Какова будет проводимость котловой воды при 10 bar g?
 Это означает, что в контроллере продувки необходимо учитывать влияние температуры либо с помощью автоматической температурной компенсации, либо предполагая, что давление котла (а значит и температура) постоянно. Небольшие колебания давления котла при изменении нагрузки оказывают лишь относительно малое влияние, но если требуется точное измерение TDS на котлах, работающих при сильно меняющемся давлении, автоматическая температурная компенсация необходима.
Постоянная измерительной ячейки
Зонд, используемый для измерения проводимости жидкости, имеет постоянную измерительной ячейки. Значение этой константы зависит от геометрии зонда и электрического пути через жидкость.
Чем дальше наконечник зонда расположен от любой части котла, тем выше постоянная измерительной ячейки. Различия в этой константе учитываются при «калибровке» контроллера.
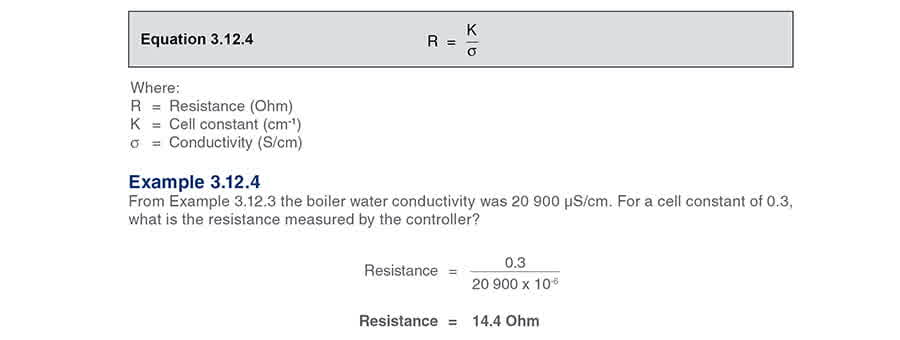
Проводимость и сопротивление связаны через постоянную измерительной ячейки, как показано в Уравнении 3.12.4:
Это означает, что в контроллере продувки необходимо учитывать влияние температуры либо с помощью автоматической температурной компенсации, либо предполагая, что давление котла (а значит и температура) постоянно. Небольшие колебания давления котла при изменении нагрузки оказывают лишь относительно малое влияние, но если требуется точное измерение TDS на котлах, работающих при сильно меняющемся давлении, автоматическая температурная компенсация необходима.
Постоянная измерительной ячейки
Зонд, используемый для измерения проводимости жидкости, имеет постоянную измерительной ячейки. Значение этой константы зависит от геометрии зонда и электрического пути через жидкость.
Чем дальше наконечник зонда расположен от любой части котла, тем выше постоянная измерительной ячейки. Различия в этой константе учитываются при «калибровке» контроллера.
Проводимость и сопротивление связаны через постоянную измерительной ячейки, как показано в Уравнении 3.12.4:
Хотя проводимость котловой воды через зонд преобразуется в сопротивление, измерить её простым измерителем сопротивления постоянного тока нельзя. Если подать на зонд постоянное напряжение, на его поверхности из-за электролиза воды образуются крошечные пузырьки водорода или кислорода. Этот эффект, называемый электролитической поляризацией, приводит к измерению значительно более высокого сопротивления. Поэтому для измерения сопротивления зонда необходимо использовать переменное напряжение, и именно этот метод всегда предпочтителен в контроллерах продувки. Для предотвращения поляризации при высокой проводимости котловой воды требуется относительно высокая частота (например 1 000 Гц).
Определение требуемого уровня TDS котловой воды
Определение требуемого уровня TDS котловой воды
Фактическая концентрация растворённых веществ, при которой может начаться вспенивание, будет различаться от котла к котлу. Обычные жаротрубные котлы обычно эксплуатируются при TDS в диапазоне от 2 000 ppm для очень малых котлов до 3 500 ppm для более крупных при условии, что:
- Котёл работает близко к расчётному давлению.
- Условия паровой нагрузки не слишком тяжёлые.
- Остальные параметры котловой воды правильно контролируются.
Продувка котла для поддержания этих уровней TDS должна способствовать подаче на установку достаточно чистого и сухого пара.
Таблица 3.12.2 даёт общие ориентиры по максимально допустимому уровню TDS котловой воды для некоторых типов котлов. Выше этих уровней могут возникать проблемы.
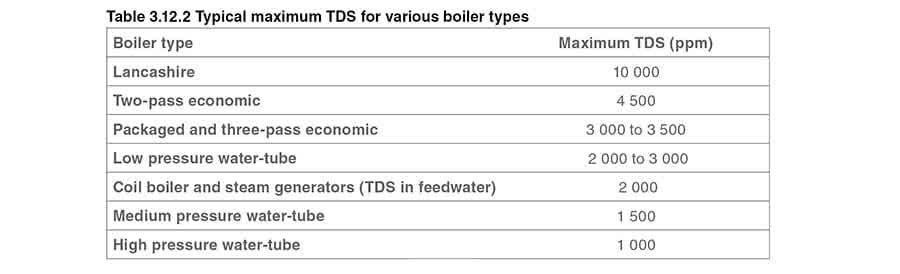 Примечание: цифры в Таблице 3.12.2 даны только как общий ориентир. За точными рекомендациями всегда следует обращаться к производителю котла.
Расчёт расхода продувки
Требуется следующая информация:
Примечание: цифры в Таблице 3.12.2 даны только как общий ориентир. За точными рекомендациями всегда следует обращаться к производителю котла.
Расчёт расхода продувки
Требуется следующая информация: - Требуемый уровень TDS котловой воды в миллионных долях (ppm) (Таблица 3.12.1).
- TDS питательной воды в миллионных долях (ppm). Среднее значение можно определить по записям водоподготовки либо взять пробу питательной воды и измерить её проводимость. Как и при измерении TDS котловой воды, проводимость (μS/cm) x 0.7 = TDS в миллионных долях (ppm) при 25 °C. Примечание: требуемая проба питательной воды должна быть взята из линии подачи питательной воды в котёл или из питательного бака, а не из подпиточной воды, подаваемой в этот бак.
- Количество пара, вырабатываемого котлом, обычно измеряемое в kg/h. Для выбора системы продувки наиболее важной величиной обычно является максимальное количество пара, которое котёл может выработать при полной нагрузке.
Когда эта информация доступна, требуемый расход продувки можно определить по Уравнению 3.12.5:

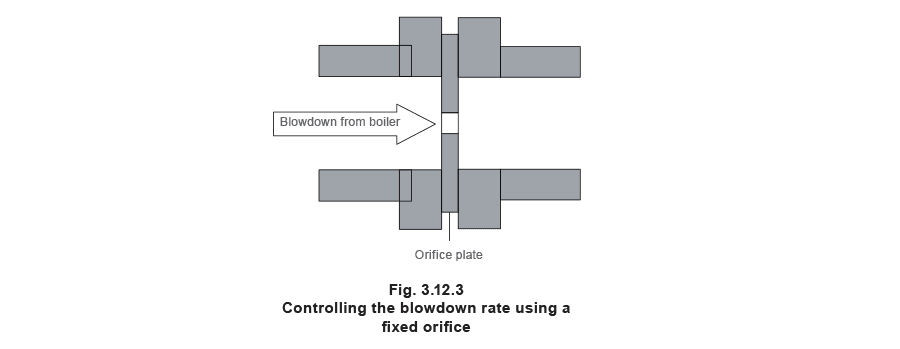
Управление расходом продувки Существует несколько способов управления расходом продувки. Самое простое устройство — дроссельная шайба (Рисунок 3.12.3). Размер отверстия можно определить на основе:
- Расхода — способ расчёта расхода приведён выше.
- Перепада давления — теоретически он должен соответствовать падению от давления котла до атмосферного давления. Однако трение в трубопроводе и противодавление неизбежны, поэтому для целей этого модуля примем давление на выходе из шайбы равным 0,5 bar g. Здесь возникает проблема: дроссельная шайба не регулируется и потому может быть правильной только для одного конкретного набора условий. Если паропроизводительность:
- Возрастёт — шайба не пропустит достаточного количества воды. Уровень TDS в котле повысится, возникнут вскипание и унос.
- Снизится — шайба будет пропускать слишком много воды. Расход продувки станет чрезмерным, и энергия будет теряться впустую.
 Вскипание
Вода, отводимая из котла, находится при температуре насыщения, а падение давления на шайбе почти равно полному давлению котла. Это означает, что значительная часть воды мгновенно вскипит в пар, увеличив объём более чем в 1 000 раз.
Такое быстрое и агрессивное изменение состояния и объёма на шайбе может вызывать эрозию и струйный износ отверстия. Это увеличивает как размер отверстия, так и его коэффициент расхода, что приводит к постепенно растущему расходу продувки.
Пар как газ может двигаться намного быстрее воды как жидкости. Однако у пара и воды нет возможности должным образом разделиться, и в результате капли воды с очень высокой скоростью увлекаются паром в трубопровод. Это ведёт к дальнейшей эрозии и возможному гидроудару в трубопроводе и оборудовании на выходе.
Проблема вскипания усиливается с ростом давления котла.
Следует также помнить, что вода, отводимая из котла, загрязнена, и для ограничения или полного перекрытия небольшого отверстия достаточно совсем небольшого количества загрязнений.
Вскипание
Вода, отводимая из котла, находится при температуре насыщения, а падение давления на шайбе почти равно полному давлению котла. Это означает, что значительная часть воды мгновенно вскипит в пар, увеличив объём более чем в 1 000 раз.
Такое быстрое и агрессивное изменение состояния и объёма на шайбе может вызывать эрозию и струйный износ отверстия. Это увеличивает как размер отверстия, так и его коэффициент расхода, что приводит к постепенно растущему расходу продувки.
Пар как газ может двигаться намного быстрее воды как жидкости. Однако у пара и воды нет возможности должным образом разделиться, и в результате капли воды с очень высокой скоростью увлекаются паром в трубопровод. Это ведёт к дальнейшей эрозии и возможному гидроудару в трубопроводе и оборудовании на выходе.
Проблема вскипания усиливается с ростом давления котла.
Следует также помнить, что вода, отводимая из котла, загрязнена, и для ограничения или полного перекрытия небольшого отверстия достаточно совсем небольшого количества загрязнений.
Клапаны продувки
Клапаны продувки
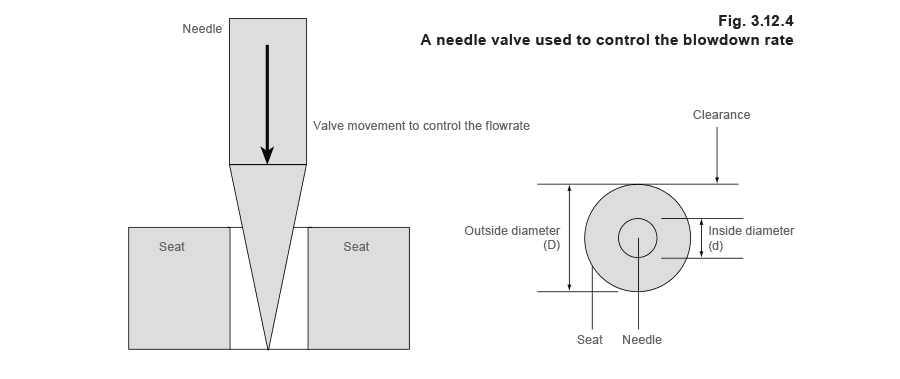
Клапаны непрерывной продувки В простейшем варианте это игольчатый клапан. Если смотреть в плане, имеется кольцевой зазор, у которого:
- Внешняя окружность определяется седлом клапана.
- Внутренняя окружность определяется иглой.
Если требуется увеличить расход, иглу выводят из седла, и зазор между иглой и седлом увеличивается.
Чтобы обеспечить разумную скорость через отверстие, размер прохода, необходимого для расхода продувки 1 111 kg/h (из Примера 3.12.5), должен составлять около 3,6 mm.
Если принять диаметр седла клапана равным 10 mm, можно рассчитать диаметр иглы в точке настройки, обеспечивающей требуемый расход 1 111 kg/h, следующим образом:
 Следовательно, решение уравнения показывает, что диаметр иглы при правильной настройке составляет 9,33 mm. Зазор равен половине разности диаметров.
Следовательно, решение уравнения показывает, что диаметр иглы при правильной настройке составляет 9,33 mm. Зазор равен половине разности диаметров.
 Это фундаментальная слабость клапанов непрерывной продувки: зазор настолько мал, что избежать засорения мелкими частицами крайне трудно.
Кроме того, остаётся проблема вскипания на седле клапана. Малые зазоры означают, что высокоскоростная смесь пара и воды проходит очень близко к поверхностям иглы и седла. Струйная эрозия здесь практически неизбежна, что приводит к повреждению и последующей невозможности надёжного закрытия.
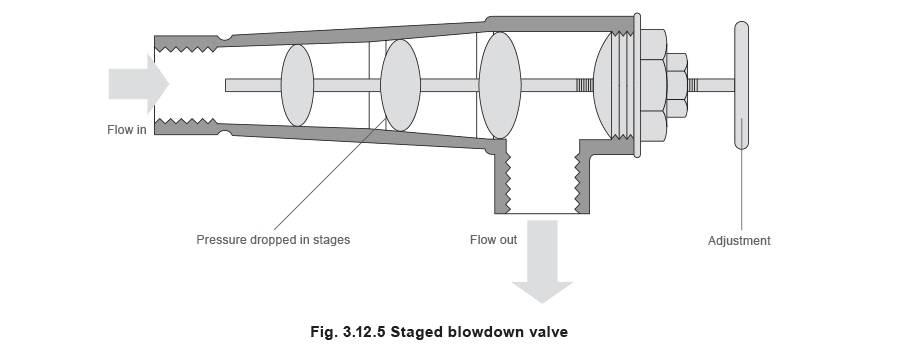
Клапаны непрерывной продувки развивались на протяжении многих лет от простых игольчатых клапанов и теперь включают несколько ступеней, иногда в виде трёх или четырёх последовательно увеличивающихся седел внутри клапана и даже винтовых каналов. Цель состоит в постепенном рассеянии энергии по ступеням, а не в её мгновенном сбросе.
Это фундаментальная слабость клапанов непрерывной продувки: зазор настолько мал, что избежать засорения мелкими частицами крайне трудно.
Кроме того, остаётся проблема вскипания на седле клапана. Малые зазоры означают, что высокоскоростная смесь пара и воды проходит очень близко к поверхностям иглы и седла. Струйная эрозия здесь практически неизбежна, что приводит к повреждению и последующей невозможности надёжного закрытия.
Клапаны непрерывной продувки развивались на протяжении многих лет от простых игольчатых клапанов и теперь включают несколько ступеней, иногда в виде трёх или четырёх последовательно увеличивающихся седел внутри клапана и даже винтовых каналов. Цель состоит в постепенном рассеянии энергии по ступеням, а не в её мгновенном сбросе.
 Изначально этот тип клапана проектировался для ручного управления и оснащался шкалой и указателем, закреплёнными на рукоятке. В рабочих условиях отбиралась проба котловой воды, определялся TDS и соответствующим образом корректировалось положение клапана.
Чтобы соответствовать современным технологиям и требованиям рынка, некоторые из таких клапанов непрерывной продувки оснащаются электрическими или пневматическими приводами. Однако фундаментальные проблемы малых зазоров, вскипания и струйного износа сохраняются, и повреждение седла клапана неизбежно. Даже при использовании системы управления по замкнутому контуру будет происходить избыточная продувка.
Клапаны продувки котла типа вкл./выкл.
Преимущество использования более крупного регулирующего устройства с большими зазорами заключается в том, что его можно открывать только на часть времени. Очевидно, требуется умеренность, если TDS котла должен удерживаться в разумных пределах, и наиболее распространённые размеры клапанов — DN15 и DN20.
Типичная схема заключается в том, чтобы настроить контроллер на открытие клапана, например, при 3 000 ppm и на закрытие при 3 000 - 10% = 2 700 ppm. Это обеспечивает хороший баланс между разумным размером клапана и точностью управления.
Изначально этот тип клапана проектировался для ручного управления и оснащался шкалой и указателем, закреплёнными на рукоятке. В рабочих условиях отбиралась проба котловой воды, определялся TDS и соответствующим образом корректировалось положение клапана.
Чтобы соответствовать современным технологиям и требованиям рынка, некоторые из таких клапанов непрерывной продувки оснащаются электрическими или пневматическими приводами. Однако фундаментальные проблемы малых зазоров, вскипания и струйного износа сохраняются, и повреждение седла клапана неизбежно. Даже при использовании системы управления по замкнутому контуру будет происходить избыточная продувка.
Клапаны продувки котла типа вкл./выкл.
Преимущество использования более крупного регулирующего устройства с большими зазорами заключается в том, что его можно открывать только на часть времени. Очевидно, требуется умеренность, если TDS котла должен удерживаться в разумных пределах, и наиболее распространённые размеры клапанов — DN15 и DN20.
Типичная схема заключается в том, чтобы настроить контроллер на открытие клапана, например, при 3 000 ppm и на закрытие при 3 000 - 10% = 2 700 ppm. Это обеспечивает хороший баланс между разумным размером клапана и точностью управления. - Важен и выбранный тип клапана:
- Для небольших котлов с малым расходом продувки и давлением менее 10 bar g экономичным решением будет соленоидный клапан соответствующего класса.
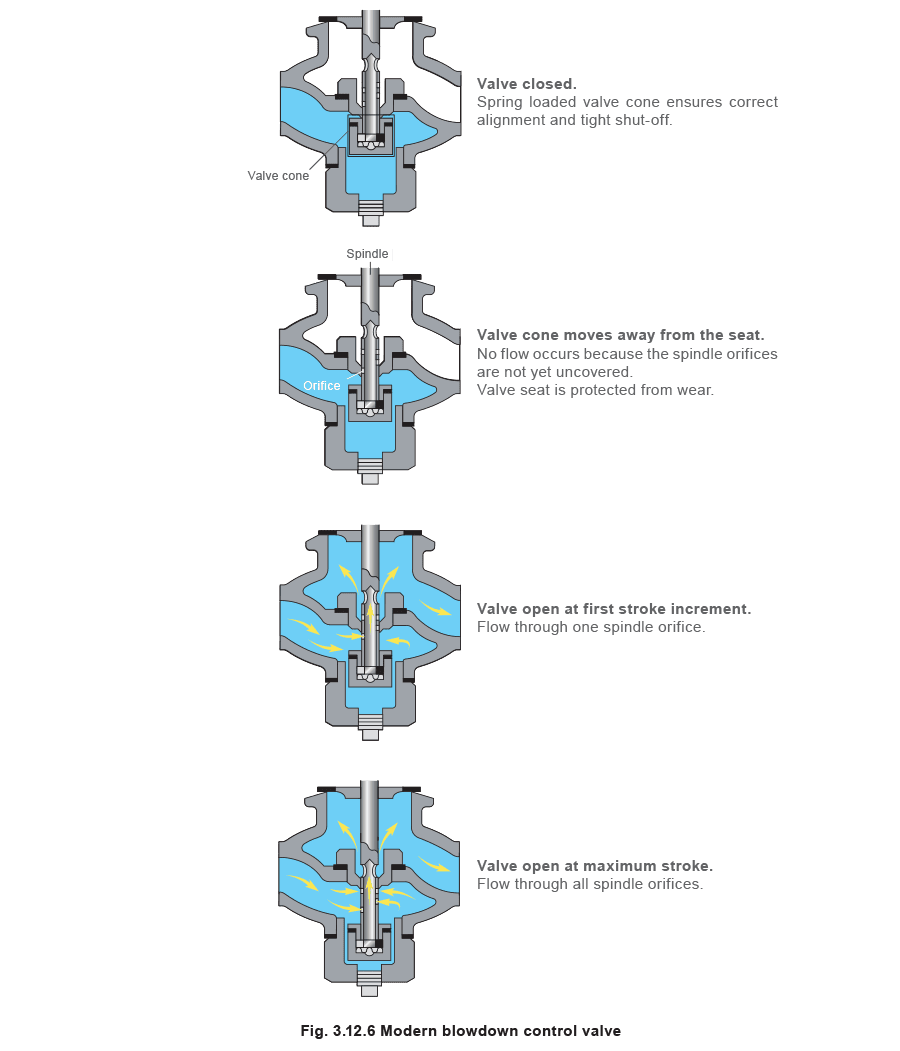
Для более крупных котлов с большими расходами продувки, а тем более для котлов с рабочим давлением свыше 10 bar g, требуется более сложный клапан, в котором зона вскипания вынесена с седла, чтобы защитить его от повреждения.
Клапаны такого типа также могут иметь регулируемый ход, позволяющий пользователю выбрать расход продувки, соответствующий котлу и применяемому оборудованию утилизации тепла.
Электронные системы управления по замкнутому контуру
Электронные системы управления по замкнутому контуру
Эти системы измеряют проводимость котловой воды, сравнивают её с заданным значением и открывают клапан управления продувкой, если уровень TDS слишком высок.
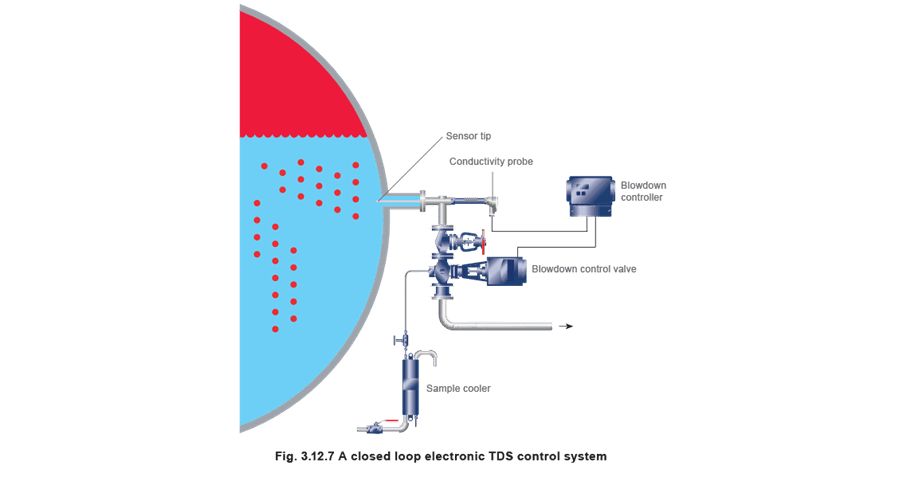
На рынке представлено несколько различных типов таких систем, которые измеряют проводимость либо внутри котла, либо во внешней камере отбора, периодически продуваемой для получения представительной пробы котловой воды. Конкретный выбор зависит от таких факторов, как тип котла, давление котла и количество воды, которое необходимо продувать.
Эти системы предназначены для измерения проводимости котловой воды с помощью зонда проводимости.
 Измеренное значение сравнивается с заданным значением, запрограммированным пользователем в контроллере. Если измеренное значение выше заданного, клапан управления продувкой открывается до достижения уставки. Обычно пользователь также может регулировать зону нечувствительности.
Как упоминалось ранее, повышение температуры воды приводит к увеличению электропроводности. Очевидно, если котёл работает в широком диапазоне температур/давлений, например при ночном снижении нагрузки, или если горелка имеет широкий диапазон регулирования, требуется компенсация, поскольку именно проводимость является определяющим фактором.
Преимущества автоматического контроля TDS
Измеренное значение сравнивается с заданным значением, запрограммированным пользователем в контроллере. Если измеренное значение выше заданного, клапан управления продувкой открывается до достижения уставки. Обычно пользователь также может регулировать зону нечувствительности.
Как упоминалось ранее, повышение температуры воды приводит к увеличению электропроводности. Очевидно, если котёл работает в широком диапазоне температур/давлений, например при ночном снижении нагрузки, или если горелка имеет широкий диапазон регулирования, требуется компенсация, поскольку именно проводимость является определяющим фактором.
Преимущества автоматического контроля TDS
- Экономия труда за счёт автоматизации.
- Более точный контроль уровня TDS в котле.
- Потенциальная экономия при наличии системы утилизации тепла продувки.
Расчёт дополнительной экономии за счёт снижения расхода продувки описан в следующем тексте и в Примере 3.12.6.
 Если текущий метод — это исключительно ручная продувка снизу котла, то, просмотрев предыдущие записи по водоподготовке, можно получить представление о том, насколько TDS котла меняется в течение нескольких недель. По результатам анализа можно определить среднее значение TDS. Если фактический максимум меньше максимально допустимого значения, среднее принимается как показано. Если фактический максимум превышает максимально допустимое значение, полученное среднее должно быть пропорционально уменьшено, поскольку желательно никогда не превышать максимально допустимый TDS.
Если текущий метод — это исключительно ручная продувка снизу котла, то, просмотрев предыдущие записи по водоподготовке, можно получить представление о том, насколько TDS котла меняется в течение нескольких недель. По результатам анализа можно определить среднее значение TDS. Если фактический максимум меньше максимально допустимого значения, среднее принимается как показано. Если фактический максимум превышает максимально допустимое значение, полученное среднее должно быть пропорционально уменьшено, поскольку желательно никогда не превышать максимально допустимый TDS.
 Пример 3.12.6
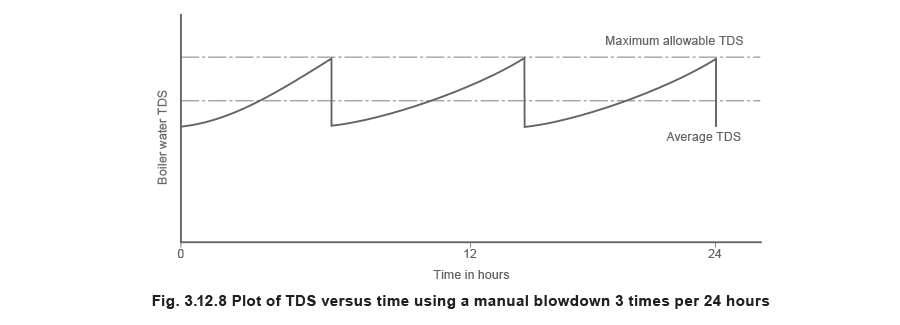
На Рисунке 3.12.8 показано, что средний TDS при хорошо организованной ручной нижней продувке значительно ниже максимально допустимого. Например, максимально допустимый TDS может составлять 3 500 ppm, а средний TDS — лишь 2 000 ppm. Это означает, что фактический расход продувки намного выше необходимого. При TDS питательной воды 200 ppm фактический расход продувки составляет:
Пример 3.12.6
На Рисунке 3.12.8 показано, что средний TDS при хорошо организованной ручной нижней продувке значительно ниже максимально допустимого. Например, максимально допустимый TDS может составлять 3 500 ppm, а средний TDS — лишь 2 000 ppm. Это означает, что фактический расход продувки намного выше необходимого. При TDS питательной воды 200 ppm фактический расход продувки составляет:
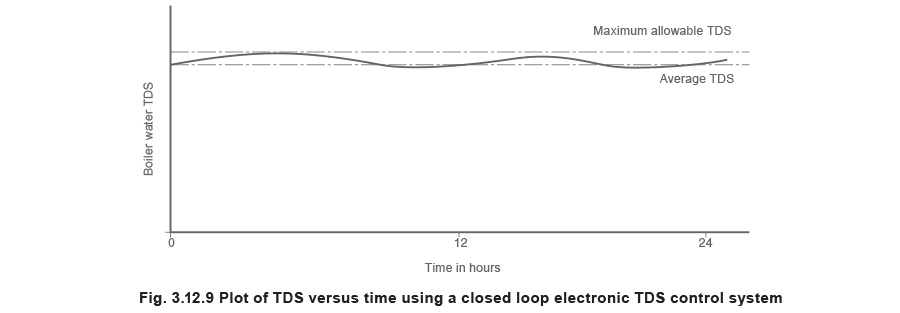
 После установки автоматической системы контроля TDS средний уровень TDS котловой воды можно поддерживать почти равным максимально допустимому, как показано на Рисунке 3.12.9;
Оценка экономии за счёт снижения расхода продувки
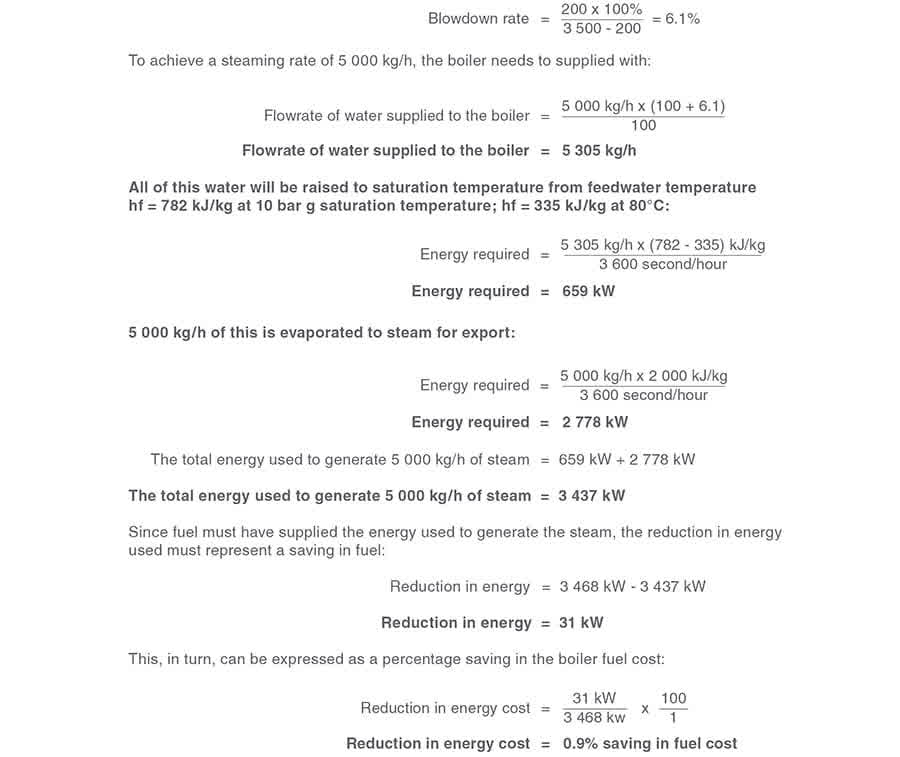
Если котёл должен выдавать заданное количество пара, то продуваемая вода должна добавляться к этому количеству. Энергия, теряемая с продувкой, — это энергия, подведённая к дополнительному количеству воды, нагретой до температуры насыщения и затем сброшенной.
Достаточно точное приближение можно получить, используя таблицы пара.
Используя данные из Примера 3.12.5, если бы котёл работал при 10 bar g, вырабатывал 5 000 kg/h пара и имел температуру питательной воды 80 °C (hf = 335 kJ/kg), изменение потребности в энергии можно было бы рассчитать следующим образом:
Условие 1, ручное управление TDS: Расход продувки = 11.1%
После установки автоматической системы контроля TDS средний уровень TDS котловой воды можно поддерживать почти равным максимально допустимому, как показано на Рисунке 3.12.9;
Оценка экономии за счёт снижения расхода продувки
Если котёл должен выдавать заданное количество пара, то продуваемая вода должна добавляться к этому количеству. Энергия, теряемая с продувкой, — это энергия, подведённая к дополнительному количеству воды, нагретой до температуры насыщения и затем сброшенной.
Достаточно точное приближение можно получить, используя таблицы пара.
Используя данные из Примера 3.12.5, если бы котёл работал при 10 bar g, вырабатывал 5 000 kg/h пара и имел температуру питательной воды 80 °C (hf = 335 kJ/kg), изменение потребности в энергии можно было бы рассчитать следующим образом:
Условие 1, ручное управление TDS: Расход продувки = 11.1%
 Пример 3.12.7
Условие 2, автоматическое управление TDS:
Пример 3.12.7
Условие 2, автоматическое управление TDS: