
Пар и организация
Описанные преимущества интересуют не всех пользователей пара одинаково. Преимущества пара как инструмента решения задач можно разделить в соответствии с различными точками зрения внутри бизнеса. Они воспринимаются по-разному в зависимости от того, являетесь ли вы руководителем высшего звена, менеджером или специалистом на операционном уровне.
Вопросы, которые эти люди задают о паре, заметно различаются.
Руководитель высшего звена
Руководителя высшего звена интересует лучшее решение по передаче энергии, соответствующее стратегическим и финансовым целям организации.
Если компания устанавливает паровую систему или решает модернизировать существующую, требуются значительные капитальные вложения, а отношения с системой и поставщиком системы будут долгосрочными и важными.
Руководители высшего звена и старший менеджмент хотят получить ответы на следующие вопросы:
Руководители высшего звена и старший менеджмент хотят получить ответы на следующие вопросы:
В. Какого рода капитальные вложения представляет собой паровая система? Паровая система требует лишь труб малого диаметра для покрытия высокой тепловой нагрузки. Ей не нужны дорогостоящие насосы и балансировка, а также требуются только двухходовые клапаны. Это означает, что система проще и дешевле, чем, например, система высокотемпературной горячей воды. Высокая эффективность паровой установки означает её компактность и максимальное использование пространства, которое на предприятии часто в дефиците. Кроме того, модернизация существующей паровой системы за счёт установки современных котлов и средств управления обычно составляет около 50% стоимости демонтажа системы и её замены децентрализованной газовой системой. В. Как эксплуатационные затраты и затраты на техническое обслуживание паровой системы повлияют на накладные расходы? Централизованная котельная обладает высокой эффективностью и может использовать топливо по низким прерываемым тарифам. Котёл может даже работать на отходах или быть частью современной установки Combined Heat and Power. Паровое оборудование обычно отличается долгим сроком службы — 30 и более лет работы с минимальным техническим обслуживанием вполне обычны. Современная паровая установка, от котельной до паропотребляющего оборудования и обратно, может быть полностью автоматизирована. Это резко снижает затраты на обслуживающий персонал. Современное оборудование для мониторинга энергии обеспечивает сохранение высокой энергоэффективности установки и низкую потребность в персонале. Все эти факторы в совокупности означают, что паровая система имеет низкую стоимость жизненного цикла. В. Если паровая система установлена, как извлечь из неё максимальную пользу? Пар имеет широкий спектр применения. Его можно использовать для отопления больших площадей, для сложных технологических процессов и для стерилизации. Если взять в качестве примера больницу, пар идеален, потому что может вырабатываться централизованно под высоким давлением, распределяться на большие расстояния и затем редуцироваться в точке потребления. Это означает, что один высоконапорный котёл может удовлетворить потребности всех применений в больнице, например отопления палат, увлажнения воздуха, приготовления пищи в больших объёмах и стерилизации оборудования. С водяной системой обеспечить все эти потребности значительно сложнее. В. Что делать, если в будущем потребности изменятся? Паровые системы гибки и легко расширяются. Они могут расти вместе с компанией и изменяться в соответствии с новыми бизнес-целями. В. Что говорит о компании использование пара? Использование пара является экологически ответственным решением. Компании продолжают выбирать пар, потому что он вырабатывается с высокой топливной эффективностью. Экологические требования становятся всё строже, вплоть до того, что организациям приходится учитывать стоимость и способы утилизации оборудования ещё до его установки. Все эти вопросы учитываются при проектировании и изготовлении паровой установки.
Уровень менеджмента
Менеджер рассматривает пар как средство решения управленческой задачи, как то, что приносит пользу и добавляет ценность бизнесу. Ответственность менеджера заключается во внедрении инициатив, определённых высшим руководством. Менеджер задаст вопрос: «Как пар поможет успешно выполнить эту задачу?»
Менеджеры обычно практичны и сосредоточены на выполнении задачи в рамках бюджета. Они выберут пар, если будут считать, что он обеспечивает наибольшую практичность и оперативность при разумной стоимости.
Их в меньшей степени интересует механика самой паровой системы. Полезная точка зрения состоит в том, что менеджер — это человек, которому нужен готовый результат, без обязательного желания разбираться, как устроен механизм, который этот результат обеспечивает.
Менеджерам нужны ответы на следующие вопросы:
Менеджерам нужны ответы на следующие вопросы:
В. Подходит ли пар для данного процесса? Пар применяется во множестве процессов. Он имеет высокое теплосодержание и отдаёт тепло при постоянной температуре. В отличие от воды и термомасел, он не создаёт температурный градиент вдоль поверхности теплообмена, а значит, может обеспечивать более стабильное качество продукции. Поскольку пар является чистой средой, его можно непосредственно впрыскивать в продукт либо использовать для его косвенного нагрева. Количество энергии, подаваемой в процесс, легко контролируется двухходовыми клапанами благодаря прямой зависимости между температурой и давлением. В. Если паровая система установлена, как извлечь из неё максимальную пользу? Пар имеет очень широкий спектр применения. Его можно использовать для отопления больших площадей и для множества сложных производственных процессов.
На операционном уровне конденсат, образующийся в процессе производства, может возвращаться в питательный бак котла. Это способно значительно сократить затраты на топливо для котла и водоподготовку, поскольку вода уже обработана и имеет высокую температуру. Пар более низкого давления также может быть получен из конденсата во флэш-сосуде и использоваться в низконапорных применениях, например для отопления помещений. В. Во сколько обходится выработка пара? Вода доступна в большом количестве и стоит недорого, а паровые котлы обладают высокой эффективностью, поскольку извлекают значительную часть энергии, содержащейся в топливе. Как уже отмечалось, централизованная котельная может пользоваться низкими прерываемыми тарифами на топливо, что невозможно для децентрализованных газовых систем, использующих постоянную подачу топлива по полному тарифу.
Вторичный пар и конденсат могут быть возвращены в котёл или использованы в низконапорных применениях с минимальными потерями.
Контролировать потребление пара легко с помощью расходомеров пара и оборудования, совместимого с SCADA. Конкретные цифры приведены далее в этом модуле, в разделе «Стоимость получения пара». С точки зрения капитальных и эксплуатационных затрат, как уже было показано при рассмотрении интересов руководителя высшего звена, паровая установка может обеспечивать выгодное соотношение цены и результата в обоих аспектах. В. Достаточно ли места для установки? Высокая интенсивность теплопередачи у пара означает, что оборудование получается меньше и компактнее, чем при использовании воды или термомасла. Типичный современный комплектный пароводяной теплообменник мощностью 1 200 kW занимает всего 0.7 m² площади пола. Для сравнения, водонагреватель-аккумулятор может занимать значительную часть машинного помещения. В. Если не хочется слишком глубоко вникать в этот этап процесса, можно ли получить готовое комплексное решение? Паровые установки могут поставляться в виде компактных готовых к монтажу пакетов, которые быстро монтируются, проходят пусконаладку и вводятся в работу. Они обеспечивают многолетнюю бесперебойную эксплуатацию и отличаются низкой стоимостью жизненного цикла.
Технический персонал / операторы
На операционном уровне ежедневная эффективность и условия труда людей напрямую зависят от паровой установки и от того, как она работает. Эти специалисты хотят знать, будет ли оборудование работать, насколько хорошо оно будет работать и как это скажется на их времени и ресурсах.
Техническому персоналу / операторам нужны ответы на следующие вопросы:
Техническому персоналу / операторам нужны ответы на следующие вопросы:
В. Будет ли система выходить из строя? Хорошо спроектированная и правильно обслуживаемая паровая установка не должна иметь причин для отказов. Механика системы проста для понимания и рассчитана на минимальное техническое обслуживание. Совсем не редкость, когда элементы паровой установки служат 30 или 40 лет без серьёзных проблем. В. Когда потребуется техническое обслуживание, насколько оно будет простым? Современные паровые установки спроектированы так, чтобы обеспечивать быстрое и удобное техническое обслуживание при минимальном простое. Современная конструкция компонентов особенно полезна в этом отношении. Например, конденсатоотводчики на поворотных соединителях можно заменить, открутив два болта и установив новый модуль конденсатоотводчика. Современные кованые пароконденсатные коллекторы оснащаются поршневыми клапанами, которые можно обслуживать прямо на линии простым ручным инструментом. Современные системы мониторинга выявляют именно те компоненты, которые действительно нуждаются в обслуживании, а не допускают ненужное профилактическое обслуживание исправного оборудования.
Внутренние элементы регулирующего клапана можно просто извлечь и заменить прямо на трубопроводе, а приводы можно перенастроить на месте. Механические насосы обслуживаются простым снятием крышки, к которой прикреплены все внутренние элементы. Универсальные трубные соединители позволяют заменить конденсатоотводчик за считанные минуты. Важно отметить, что когда системе требуется техническое обслуживание, паровую систему легко изолировать, и она быстро дренируется, поэтому ремонт можно выполнить оперативно. Любые небольшие утечки, которые всё же возникают, нетоксичны. В жидкостных системах это далеко не всегда так: их дренирование занимает больше времени, обходится дороже и может быть связано с токсичными или сложными в обращении теплоносителями.
В. Может ли система в значительной степени работать самостоятельно?
Таблица 1.2.1 Пользователи пара
| Крупные потребители | Средние потребители | Небольшие потребители |
|---|---|---|
| Продукты питания и напитки Фармацевтика Нефтепереработка Химическая промышленность Пластмассы Целлюлозно-бумажная промышленность Сахарная промышленность Текстильная промышленность Обработка металлов Резина и шины Судостроение Электроэнергетика | Отопление и вентиляция Приготовление пищи Отверждение Охлаждение Ферментация Обработка Очистка Плавление Выпечка Сушка | Электроника Садоводство Кондиционирование воздуха Увлажнение |
Интересные области применения пара:
Интересные области применения пара:
- Термоусадочная упаковка мяса.
- Осаживание крышек на банках с продуктами.
- Взрывание кукурузы для получения cornflakes.
- Окрашивание теннисных мячей.
- Ремонт подземных трубопроводов (пар используется для расширения и отверждения пены, закачанной в трубу. Это образует новую внутреннюю облицовку и герметизирует трещины).
- Поддержание шоколада в мягком состоянии, чтобы его можно было перекачивать и формовать.
- Придание бутылкам для напитков привлекательного, но безопасного вида, например защиты от вскрытия, за счёт термоусадки плёночной оболочки.
- Сушка клея (нагрев и клея, и материалов для сушки на валу).
- Производство презервативов.
- Производство пузырчатой упаковки.
- Очистка картофеля тоннами (пар высокого давления впрыскивается в сосуд, заполненный картофелем. Затем давление быстро сбрасывается, и кожица отделяется).
- Подогрев бассейнов.
- Производство растворимого кофе, молочного или какао-порошка.
- Формование шин.
- Глажение одежды.
- Производство ковров.
- Гофрирование картона.
- Обеспечение высокого качества лакокрасочного покрытия автомобилей.
- Мойка молочных бутылок.
- Мойка пивных кегов.
- Сушка бумаги.
- Обеспечение стерильности лекарств и медицинского оборудования.
- Приготовление картофельных чипсов.
- Стерилизация инвалидных колясок.
- Равномерное приготовление кусков пищи, например морепродуктов, в корзине с использованием впрыскиваемого пара одновременно для нагрева, увлажнения и турбулентности.
- Приготовление больших объёмов пищи в чанах прямым впрыском или через рубашечный нагрев. ......и ещё сотни других применений.
В современной промышленности стоимость энергоснабжения представляет огромный интерес. В таблице 1.2.2 приведены ориентировочные цены на промышленное топливо в Великобритании, взятые из недавнего Digest of UK Energy Statistics. Таблица 1.2.2 Цены на топливо в Великобритании (без Climate Change Levy)
| Топливо | Размер потребителя | 2009 |
| Уголь (£ per tonne) | Малый | 120.19 |
| Средний | 82.23 | |
| Крупный | 54.82 | |
| Мазут (£ per tonne) | Малый | 421.9 |
| Средний | 378.6 | |
| Крупный | 376.5 | |
| Газойль (£ per tonne) | Малый | 507.6 |
| Средний | 506 | |
| Крупный | 481.8 | |
| Электроэнергия (pence per kWh) | Малый | 9.82 |
| Средний | 8.84 | |
| Крупный | 6.48 | |
| Газ (pence per kWh) | Малый | 2.93 |
| Средний | 2.53 | |
| Крупный | 1.8 |
Стоимость получения пара на основе приведённых выше цен
Стоимость получения пара на основе приведённых выше цен
Все цифры приведены без учёта Climate Change Levy, введённого в апреле 2001 года. Стоимость получения 1 000 kg пара при использовании перечисленных видов топлива и средних цен на топливо показана в таблице 1.2.3. Таблица 1.2.3 Стоимость пара в Великобритании — 2009
| Топливо | Средняя цена единицы (£) | Единица поставки | Стоимость получения 1 000 kg пара (£) | |
| Нефтепродукты | Heavy (3 500 s) | 0.366 0 | За литр | 27.13 |
| Gas oil (35 s) | 0.400 0 | За литр | 27.64 | |
| Природный газ | Firm | 0.020 0 | За kWh | 16.98 |
| Interruptible | 0.018 0 | За kWh | 15.28 | |
| Уголь | 59.600 0 | За тонну | 6.07 | |
| Электроэнергия | 0.072 7 | За kWh | 49.37 | |
Эффективность котельной
Современный паровой котёл обычно работает с КПД от 80 до 85%. Некоторые потери при распределении возникают в трубопроводе между котлом и технологическим оборудованием, но для системы с изоляцией, соответствующей современным требованиям, эти потери не должны превышать 5% от общего теплосодержания пара. Тепло можно утилизировать из продувки, вторичный пар можно использовать в низконапорных применениях, а конденсат возвращается в питательный бак котла. Если в газоходе котла установлен экономайзер, общий КПД централизованной паровой установки составит около 87%. Это ниже 100% КПД, который достигается у электрической системы нагрева в точке потребления, однако следует сравнивать типичные эксплуатационные расходы двух вариантов. Очевидно, что наиболее дешёвым решением является централизованная котельная, которая может использовать более низкий прерываемый газовый тариф, а не полный тариф на газ или электроэнергию, необходимый для нагрева непосредственно в точке потребления. Общий КПД выработки электроэнергии на электростанции составляет примерно 30-35%, и это отражается в тарифах. Компоненты паровой установки также обладают высокой эффективностью. Например, конденсатоотводчики позволяют удалять из оборудования только конденсат, сохраняя ценный пар для процесса. Вторичный пар из конденсата может использоваться в процессах с более низким давлением с помощью флэш-сосуда. На следующих страницах приведены реальные примеры ситуаций, когда пользователь пара первоначально получил некачественные рекомендации и/или располагал лишь неполной или низкокачественной информацией о паровой установке. В обоих случаях были почти приняты решения, которые оказались бы затратными и точно не отвечали бы интересам организации. Некоторые идентификационные детали были изменены.
Case study: больница на западе Англии рассматривает замену паровой системы
Case study: больница на западе Англии рассматривает замену паровой системы
В одной реальной ситуации в середине 1990-х годов больница на западе Англии рассматривала возможность замены своей старой паровой системы системой высокотемпературной горячей воды с использованием дополнительных газовых котлов для части нагрузок. Хотя новые паровые системы чрезвычайно современны и эффективны по конструкции, старые и запущенные системы всё ещё встречаются, и этому пользователю нужно было принять решение: модернизировать систему или заменить её. На проект было выделено £2.57 million на три года, включая профессиональные услуги и VAT. Совместно с больницей было показано, что затраты всего £1.2 million в течение десяти лет позволят заменить паровые котлы, трубопроводы и большое количество калориферов. Также было очевидно, что обновление паровой системы потребует гораздо меньшего участия внешних специалистов. Фактически переход на high temperature hot water (HTHW) обошёлся бы более чем на £1.2 million дороже, чем обновление паровой системы. Причины, по которым больница первоначально хотела заменить паровую систему, были следующими:
-
Считалось, что при использовании HTHW затраты на техническое обслуживание и эксплуатацию будут ниже.
-
Существующую паровую установку, котлы и трубопроводы всё равно необходимо было заменить. Утверждалось, что затраты на обслуживание паровой системы включают страхование калориферов, обслуживание конденсатоотводчиков, редукционных клапанов и установки водоподготовки, а также замену трубопроводов конденсата. Утверждалось, что эксплуатационные расходы включают водоподготовку, подпиточную воду, персонал котельной, а также потери тепла в калориферах, при продувке и на конденсатоотводчиках. Примерные ежегодные эксплуатационные расходы, которые больница использовала для сравнения HTHW и пара, приведены в таблице 1.2.4.
Таблица 1.2.4 Эксплуатационные расходы
| Статья | Пар (£) | HTHW (£) |
| Топливо | 245 000 | 217 500 |
| Обслуживающий персонал | 57 000 | 0 |
| Техническое обслуживание | 77 000 | 40 000 |
| Водоподготовка | 8 000 | 0 |
| Вода | 400 | 100 |
| Электроэнергия | 9 000 | 12 000 |
| Запасные части | 10 000 | 5 000 |
| Итого | £406 400 | £274 600 |
В пользу индивидуальных газовых котлов также приводились дополнительные доводы: **-**Отсутствие потерь в первичных магистралях.
-
Котлы меньшего размера на замену.
-
Отсутствие необходимости в резервном топливе. Приведённые выше расчёты делали систему HTHW более выгодной с точки зрения эксплуатационных расходов. Новая система HTHW стоила бы £1 953 000 плюс £274 600 в год на эксплуатацию и техническое обслуживание. Фактически это означало вывод из эксплуатации существующей установки и её замену за сумму свыше £2 million, чтобы сэкономить лишь немного более £130 000 в год. Необходимо было учитывать следующие факторы:
-
Экономия £130 000 при использовании HTHW получена как £406 400 - £274 600. Расходы на топливо для паровой системы можно снизить до того же уровня, что и для HTHW, за счёт возврата конденсата и рекуперации вторичного пара. Это уменьшило бы общую сумму на £65 000 до £341 400.
-
Наибольшая заявленная экономия была связана с отказом от обслуживаемых котлов. Однако современные котельные полностью автоматизированы и не требуют постоянного присутствия персонала.
-
Снижение затрат на техническое обслуживание на £37 000 выглядело слишком оптимистично, если учесть, что решение HTHW включало 16 новых газовых котлов, 4 новых парогенератора и 9 новых увлажнителей. Всё это создало бы значительную потребность в техническом обслуживании.
-
Для парогенераторов и увлажнителей не были учтены затраты на топливо и водоподготовку. Топливо для них поставлялось бы по полному тарифу, чтобы сохранить утверждение об отсутствии необходимости в резервном топливе. В отличие от этого централизованные паровые котлы могут использовать недорогие альтернативы при прерываемом тарифе.
-
Экономия от меньших теплопотерь в магистралях (устранённых за счёт локальных газовых котлов без магистралей) была невелика по сравнению с общими затратами и фактически компенсировалась необходимостью использовать топливо по полному тарифу.
-
В качестве аргумента в пользу замены паровой системы приводилась высокая стоимость замены трубопроводов конденсата. Это свидетельствует о наличии коррозии, наиболее частой причиной которой являются растворённые газы, удаляемые физически или химической обработкой. Удалять из-за этого всю систему — всё равно что менять автомобиль, потому что пепельницы переполнены!
-
В качестве недостатка паровых систем указывалась необходимость страхового осмотра пароводяных калориферов. Однако калориферы HTHW также требуют осмотра!
-
Ещё одним недостатком называли необходимость обслуживания паровых редукционных клапанов. Но в водяных системах используются трёхходовые клапаны, также требующие существенного технического обслуживания.
-
Критике подвергались затраты на подпиточную воду и водоподготовку для паровых систем. Однако когда паровая система требует обслуживания, нужный участок легко изолировать и быстро дренировать с минимальными потерями (это сокращает простой). В противоположность этому в водяной системе приходится охлаждать и сливать целые участки, а затем после обслуживания снова заполнять их и удалять воздух. Системы HTHW также нуждаются в химической водоподготовке, как и паровые системы. После этих разъяснений больница поняла, что значительная часть доказательств, на которых основывалось решение, была предвзятой и неполной. Инженерная команда больницы заново оценила ситуацию и решила сохранить паровую установку, модернизировав её современными средствами управления и оборудованием, что позволило сэкономить значительную сумму.
Системы спутникового обогрева
Спутниковый обогрев является жизненно важным элементом надёжной эксплуатации трубопроводов и резервуаров/технологических аппаратов в широком спектре отраслей.
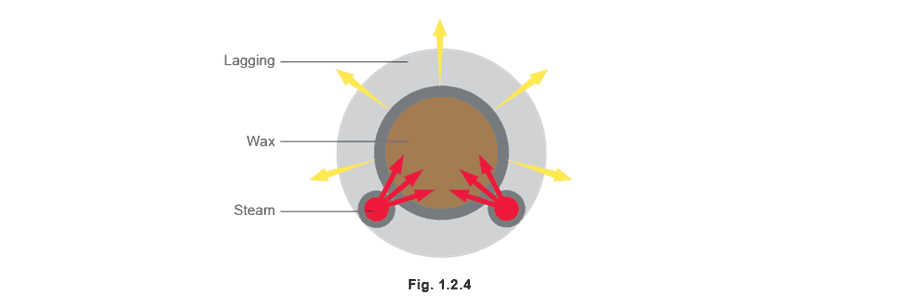
Паровой спутник представляет собой небольшую паровую трубку, проходящую вдоль наружной поверхности (обычно) более крупного технологического трубопровода. Между спутником и технологической трубой часто используется теплопроводная паста. Затем обе трубы изолируются совместно. Тепло, подаваемое от спутника за счёт теплопроводности, предотвращает замерзание содержимого более крупного технологического трубопровода (антифризная защита водяных линий) или поддерживает температуру технологической жидкости на уровне, обеспечивающем её лёгкую перекачку. Спутниковый обогрев широко встречается в нефтяной и нефтехимической промышленности, а также в пищевой и фармацевтической отраслях для масел, жиров и глюкозы. Многие из этих жидкостей можно перекачивать только при температурах значительно выше окружающей. В химическом производстве целый ряд продуктов — от уксусной кислоты до асфальта, серы и цинковых соединений — можно транспортировать по трубам лишь при поддержании подходящей температуры. Для протяжённых трубопроводов, характерных для значительной части технологической промышленности, паровой спутниковый обогрев остаётся наиболее популярным выбором. Для очень коротких участков или там, где нет подачи пара, часто выбирают электрический обогрев, хотя для низкотемпературных задач используется и горячая вода. Относительные преимущества парового и электрического спутникового обогрева сведены в таблицу 1.2.5.
Таблица 1.2.5 Сравнительные достоинства парового и электрического спутникового обогрева
| Паровой спутниковый обогрев | Электрический спутниковый обогрев | |
|---|---|---|
| Прочность — способность выдерживать неблагоприятную погоду и механические воздействия | Хорошая | Низкая |
| Гибкость — способность соответствовать требованиям разных продуктов | Отличная | Низкая |
| Безопасность — пригодность для использования в опасных зонах | Отличная | Нельзя использовать во всех зонах |
| Затраты на энергию на GJ | 0 to £7.70 | £22.00 |
| Срок службы системы | Длительный | Ограниченный |
| Надёжность | Высокая | Высокая |
| Простота расширения системы | Простая | Сложная |
| Точность поддержания температуры | Очень хорошая / высокая | Отличная |
| Пригодность для крупных установок | Отличная | Средняя |
| Пригодность для небольших установок | Средняя | Хорошая |
| Простота монтажа спутников | Средняя | Требуются специальные навыки |
| Стоимость технического обслуживания | Низкая | Средняя |
| Требуются ли специализированные специалисты по обслуживанию | Нет | Да |
| Возможность реализации под ключ | Да | Да |
Case study: нефтеперерабатывающий завод в Великобритании использует паровой спутниковый обогрев для трубопровода длиной 4 km
Case study: нефтеперерабатывающий завод в Великобритании использует паровой спутниковый обогрев для трубопровода длиной 4 km
В 1998 году система парового спутникового обогрева была установлена на одном из крупнейших нефтеперерабатывающих заводов Великобритании.
Исходные данные
Рассматриваемая нефтяная компания занималась экспортом одного вида воскообразного продукта. Этот воск имеет множество применений, например используется как изоляционный материал в электрических кабелях, как смола в гофрированной бумаге и как защитное покрытие для свежих фруктов.
Воск имеет свойства, сходные со свечным воском. Чтобы перевозить его на какое-либо расстояние в жидком виде, необходимо поддерживать определённую температуру. Поэтому нефтеперерабатывающему заводу требовался трубопровод с особо критичным спутниковым обогревом.
Проект предусматривал установку продуктового трубопровода диаметром 200 mm, который должен был идти от резервуарного парка к морскому терминалу — трубопровод длиной около 4 km.
Проект начался в апреле 1997 года, монтаж был завершён в августе 1998 года, а первая успешная отгрузка воска состоялась месяц спустя.
Хотя руководство завода изначально было настроено на электрический вариант спутникового обогрева, его удалось убедить рассмотреть сравнительные проектные предложения и расчёты стоимости как для электрического, так и для парового варианта.
Применение для воска
Ключевым требованием для этого критически важного обогрева было обеспечить точное поддержание температуры продукта на уровне 80°C, но при этом иметь возможность повышать её до 90°C при пуске или повторном расплавлении. Другими критическими факторами были то, что продукт затвердевал при температурах ниже 60°C и портился при воздействии температур выше 120°C.
Пар был доступен на площадке при 9 bar g и 180°C, что сразу создавало проблему чрезмерно высокой температуры поверхности, если бы использовалась традиционная углеродистая спутниковая труба schedule 80. Именно такое традиционное паровое решение подрядчик первоначально предложил нефтяной компании.
Общая длина спутниковых трубок составляла 11.5 km, а значит, монтаж трубопроводов из углеродистой стали был бы очень трудоёмким, дорогим и непрактичным. С учётом большого количества соединений это выглядело непривлекательно.
Однако современные системы парового спутникового обогрева технологически значительно продвинулись. Spirax Sarco и их партнёр по проекту, специализированная компания по спутниковому обогреву, предложили два параллельных прогона изолированных медных спутниковых трубок, которые фактически создавали слой изоляции между продуктовой трубой и паровым спутником. Это позволило использовать пар с давлением 9 bar g без риска образования горячих точек, способных превысить критическое ограничение по температуре продукта 120°C.
Преимущество монтажа заключалось в том, что отожжённая пластичная трубка парового спутника поставлялась в непрерывных бухтах, поэтому предложенные участки по 50 m имели ограниченное число соединений, что снижало риск будущих утечек в соединителях.
Это обеспечило надёжное решение с низкими затратами на техническое обслуживание.
После подробных расчётов по энергоаудиту и подготовки схематических монтажных чертежей для оценки стоимости, а также благодаря тщательной инженерной проработке было предложено использовать существующую распределительную систему 9 bar g с трубопроводами из углеродистой стали диаметром 15 mm для питания системы спутникового обогрева, вместе с фильтрами и средствами регулирования температуры. Для конденсата также использовался трубопровод из углеродистой стали, а лёгкие конденсатоотводчики спутникового обогрева сводили к минимуму необходимость в массивных сварных опорах.
Типичный спутниковый участок представлял собой 50 m двойной изолированной медной спутниковой трубки, установленной на позициях 4 и 8 часов вокруг продуктового трубопровода и закреплённой к нему бандажной лентой из нержавеющей стали с интервалом 300 mm.
Материальные затраты и стоимость монтажа для парового спутникового обогрева были примерно на 30% ниже, чем для электрического варианта. Кроме того, текущие эксплуатационные расходы паровой системы составляли бы лишь небольшую долю от расходов электрического варианта.
Прежде чем руководство нефтяной компании согласилось на паровую систему спутникового обогрева, оно не только потребовало расширенную гарантию на продукт и гарантию производительности установки, но и настояло на создании испытательного стенда для подтверждения пригодности самодействующего регулируемого спутника для столь тяжёлого применения.
Spirax Sarco смогли подтвердить пригодность решения, сославшись на существующую установку на другом участке завода, где уже были установлены и успешно работали десять самодействующих контроллеров на линиях спутникового обогрева насосных перекачивающих трубопроводов.
После этого нефтяная компания убедилась в преимуществах парового спутникового обогрева линии воскового продукта и приступила к установке такой системы.
Затем были выполнены дополнительные детальные обследования трассы 4 km трубопровода, чтобы подготовить полные монтажные чертежи. Компания также получила обучение персонала на площадке по правильным практикам и процедурам монтажа.
 После монтажа расчётная тепловая нагрузка была подтверждена, и температура продукта поддерживалась на требуемом уровне 80°C.
Руководители нефтяной компании были впечатлены успехом проекта и решили установить паровой спутниковый обогрев ещё на одной линии воскового продукта длиной 300 m вместо электрического варианта, хотя изначально были убеждены, что для критических применений подходит только электрический обогрев.
После монтажа расчётная тепловая нагрузка была подтверждена, и температура продукта поддерживалась на требуемом уровне 80°C.
Руководители нефтяной компании были впечатлены успехом проекта и решили установить паровой спутниковый обогрев ещё на одной линии воскового продукта длиной 300 m вместо электрического варианта, хотя изначально были убеждены, что для критических применений подходит только электрический обогрев.